

























































































































































































































Quick Link
胶片
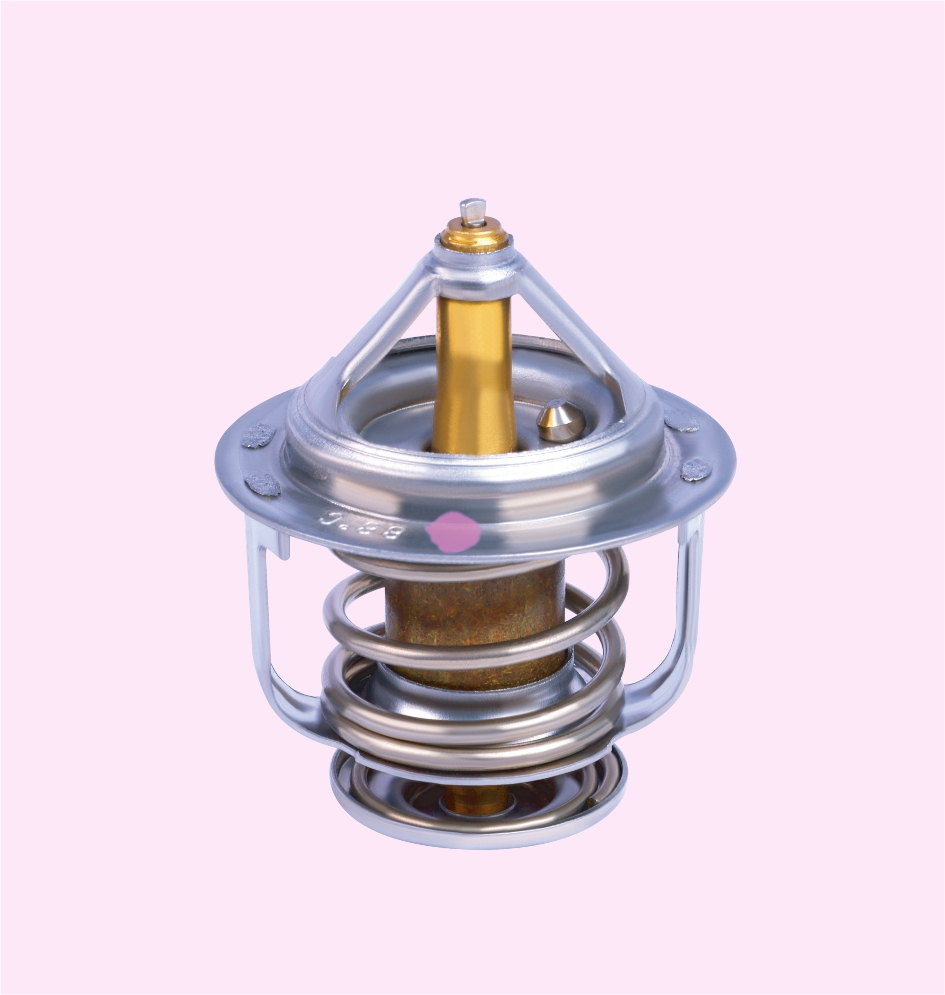
节温器
变速箱油
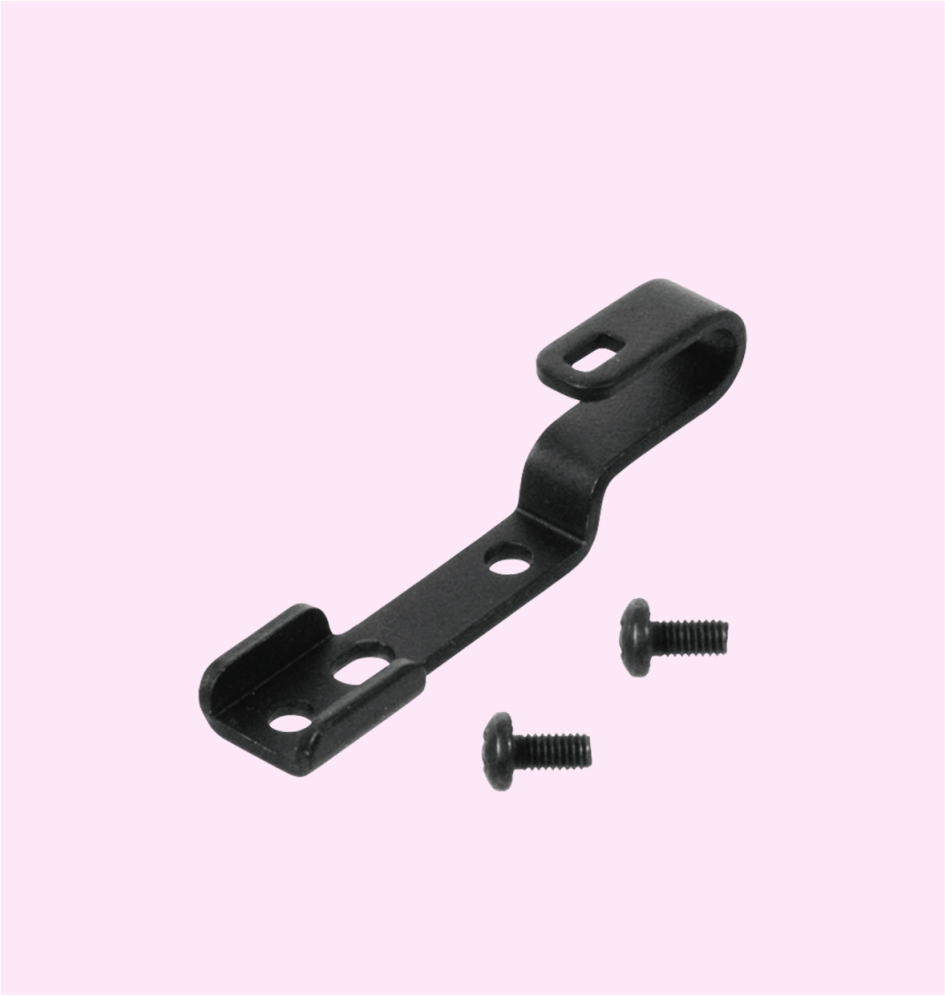
蓄电池固定器
防冻冷却液
刹车油
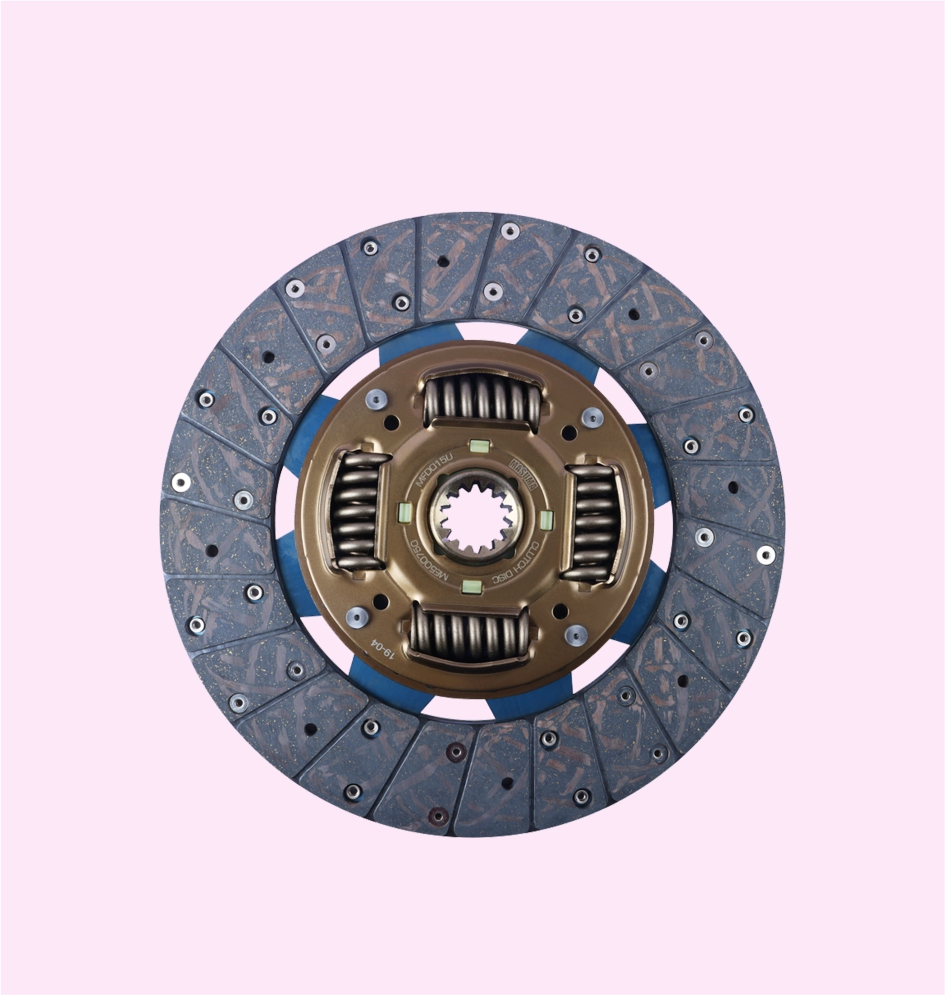
离合器片
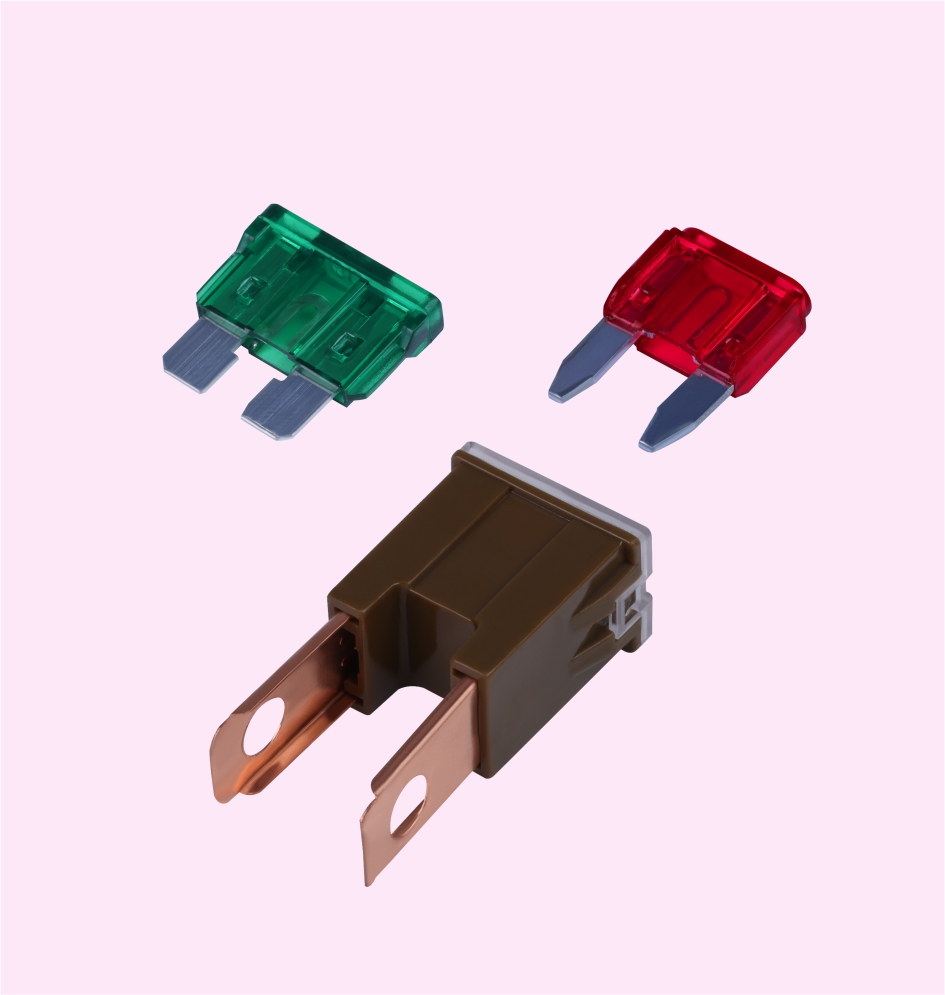
保险片
冷媒
蓄电池滤清器
氧传感器
点火线圈
补胎修理套件
轮毂螺栓
空气流量传感器
密封胶
水管卡子
注油嘴
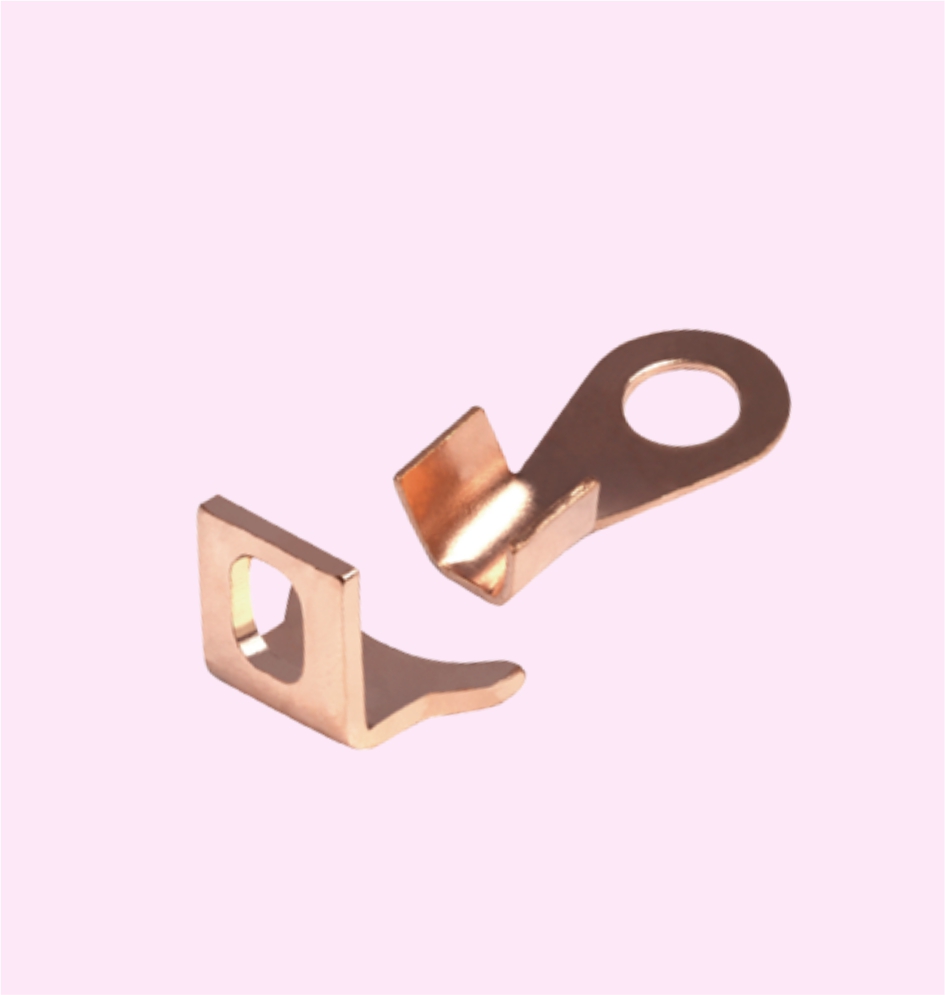
触点
火花塞
电热塞
胶水
水箱
制动分泵
悬挂球头
减震器
发动机机脚胶
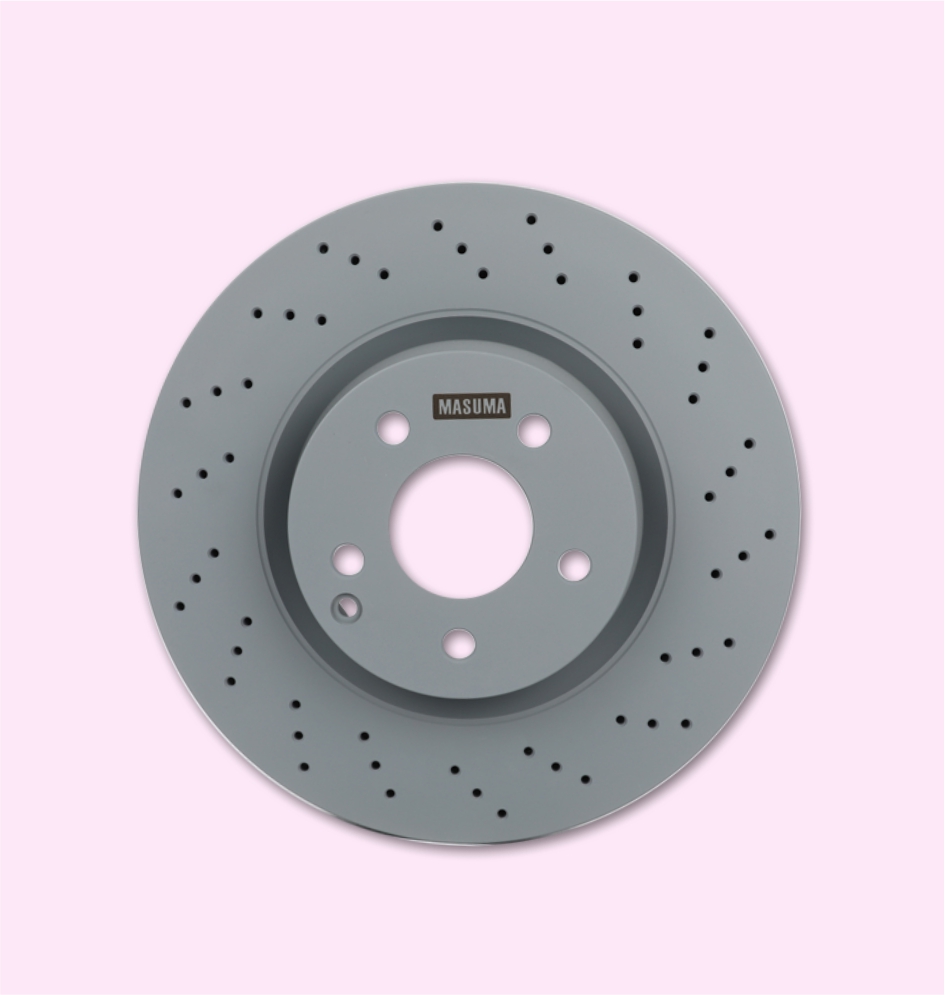
刹车盘
刹车系统清洗剂
后拉杆
自攻钉
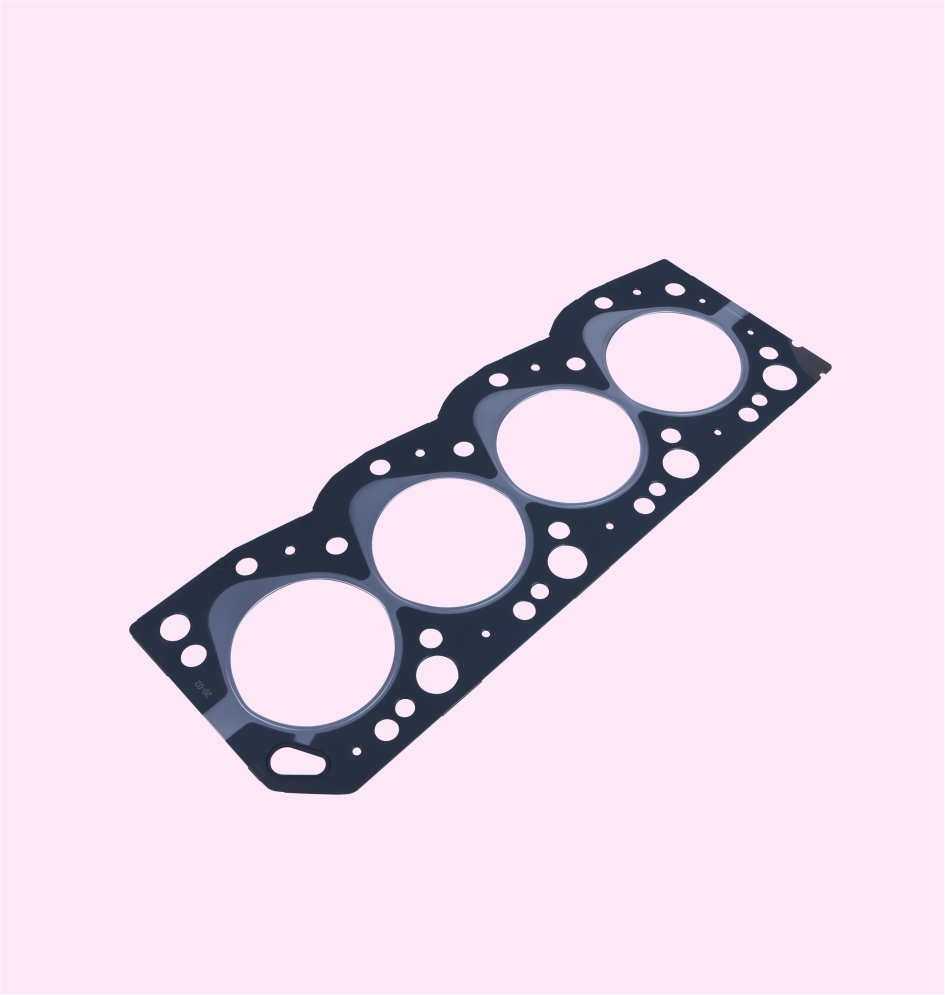
汽缸垫
发动机润滑油
燃油泵滤网
高压点火线
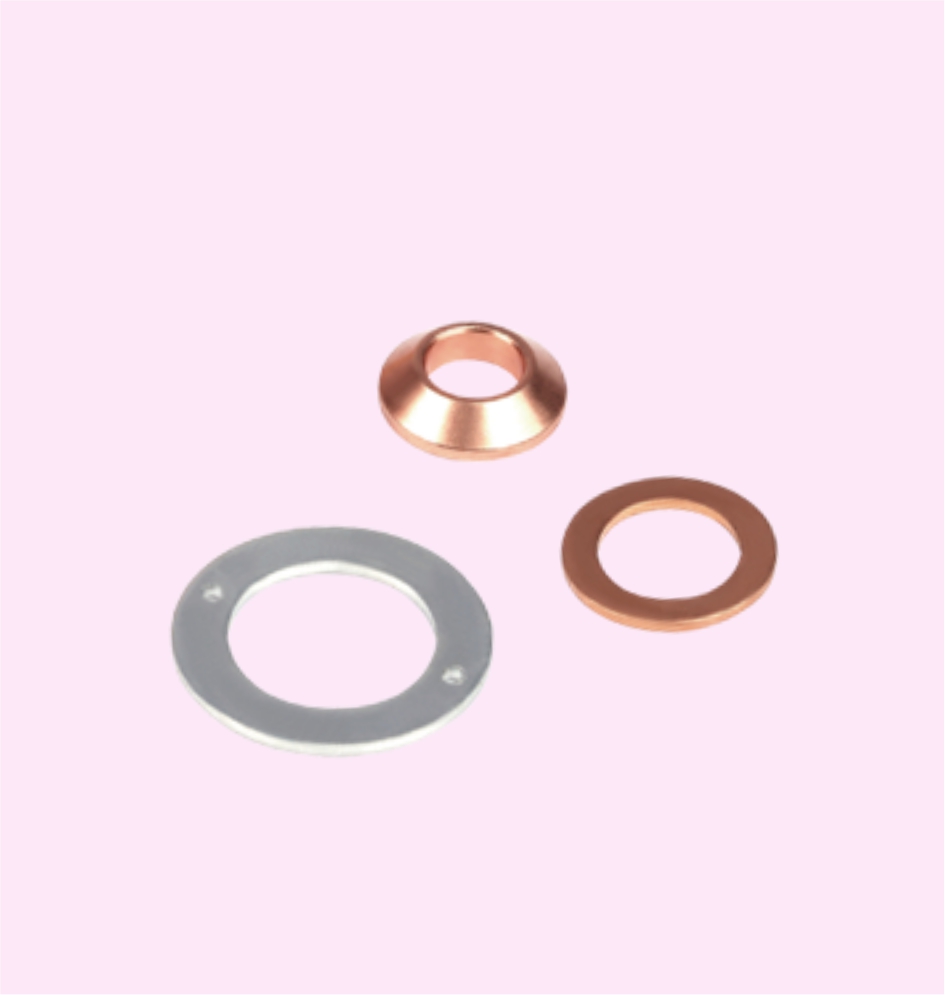
喷油嘴密封垫
十字轴
轮毂螺母
拉杆防尘罩(氯丁胶)
外球笼式等速万向节
卡钳修理包
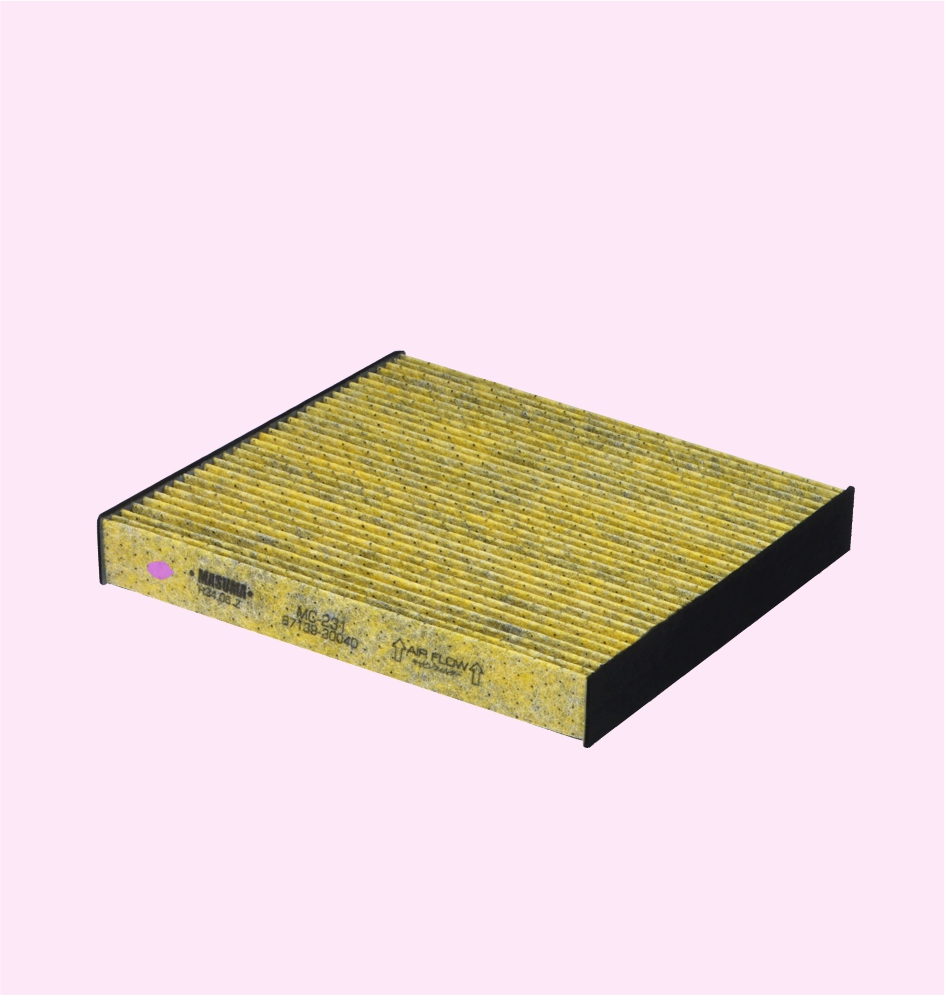
空调滤清器
平衡胶套
球笼防尘罩 ( 氯丁胶 )
制动软管
转向节黄铜衬套
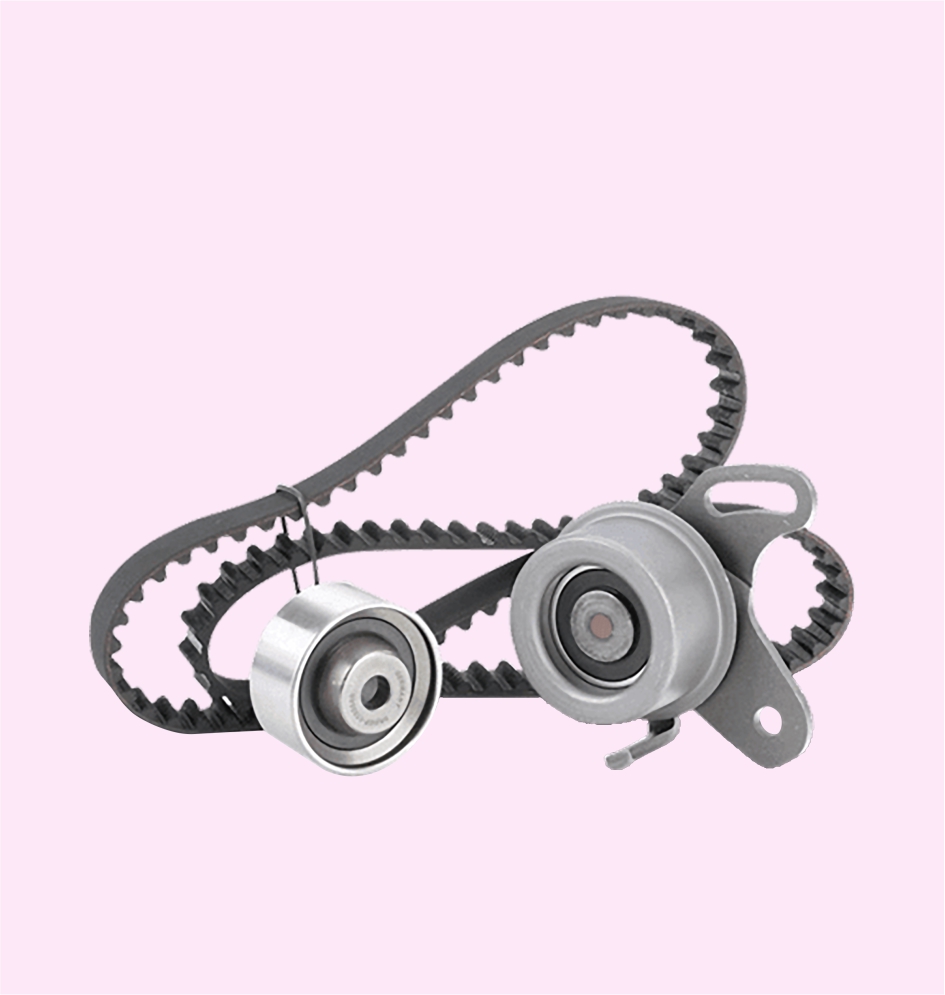
涨紧轮和惰轮
正时链条修理包
制动蹄
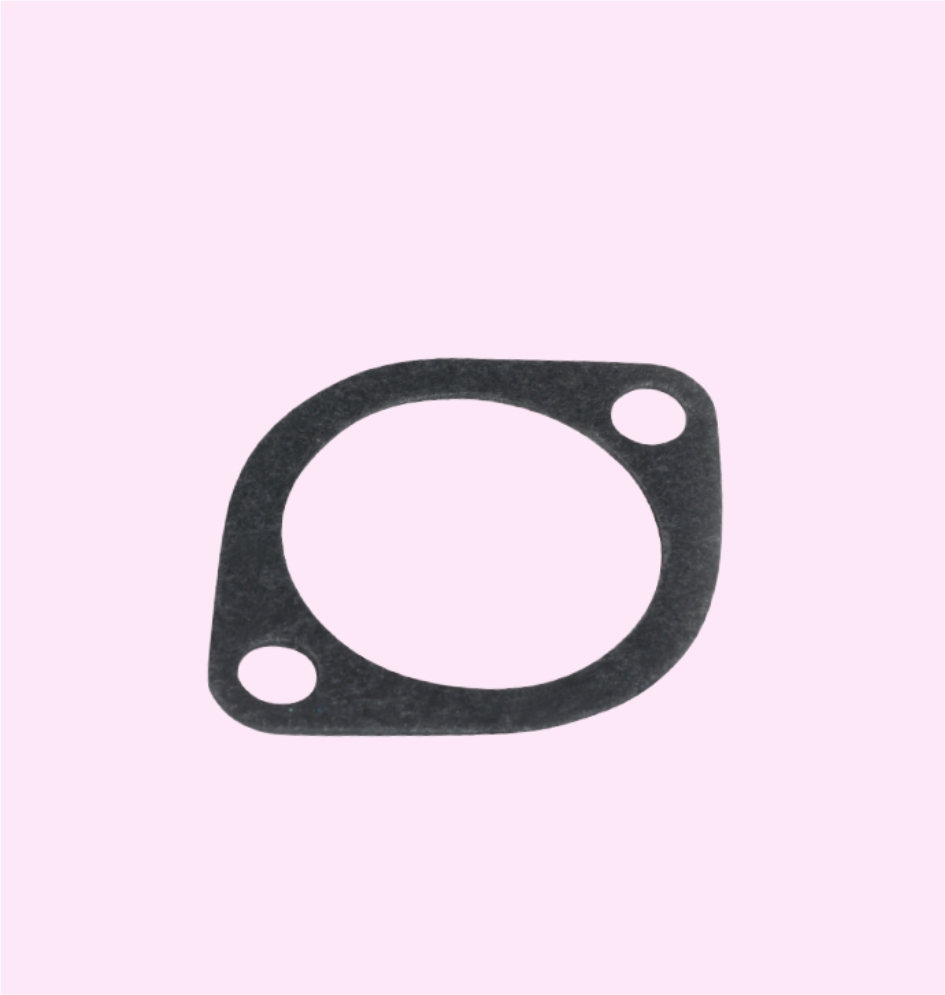
节温器垫片
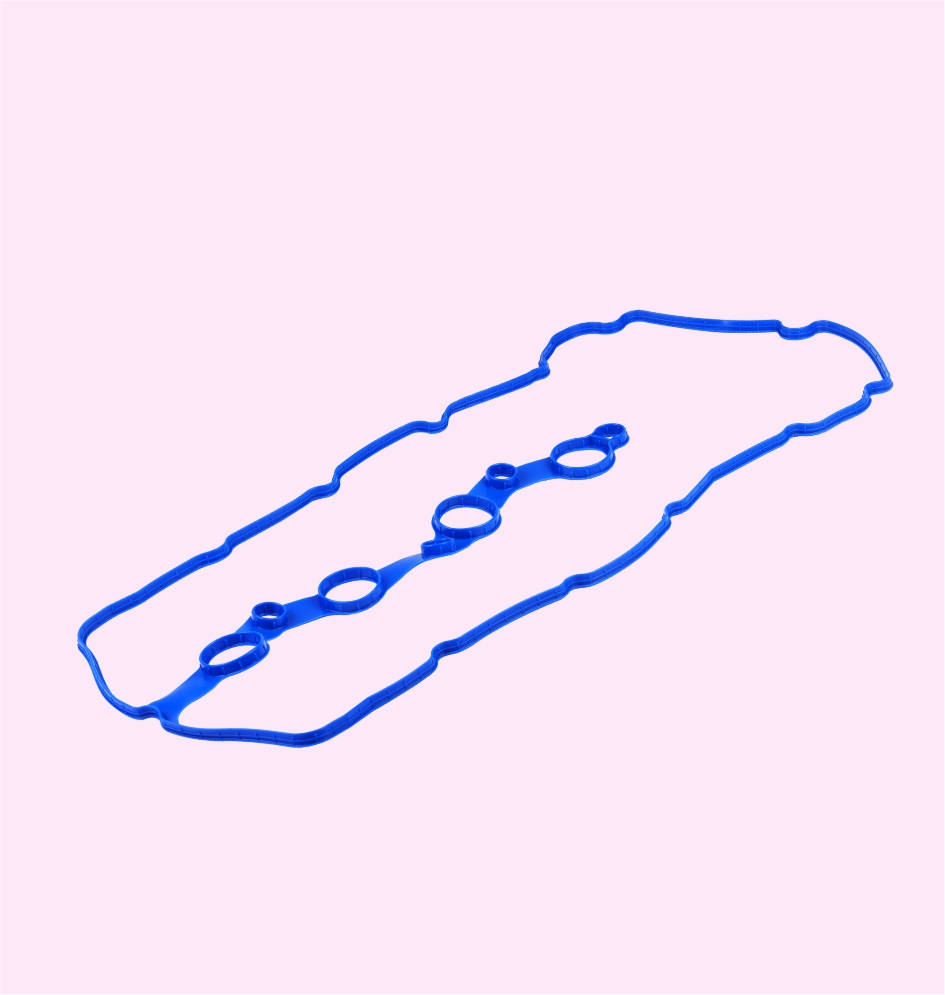
气门室盖垫
衬套
轮毂单元
减震器弹簧
制动片
离合器分离轴承
离合器压盘
空调压缩机
燃油泵总成
减震器压力轴承
油封
冷凝器
方向机
电动燃油泵
手油泵
轮毂轴承
防尘套卡子
液压油滤清器
发电机
起动机
电子水泵
油水分离器水位传感器
转向助力泵
正时皮带
减震器顶胶
制动片磨损报警线
空气滤清器
机油滤清器
燃油滤清器/油水分离器
控制臂
内拉杆球头
外拉杆球头
平衡杆球头
尾门撑杆
球头防尘罩
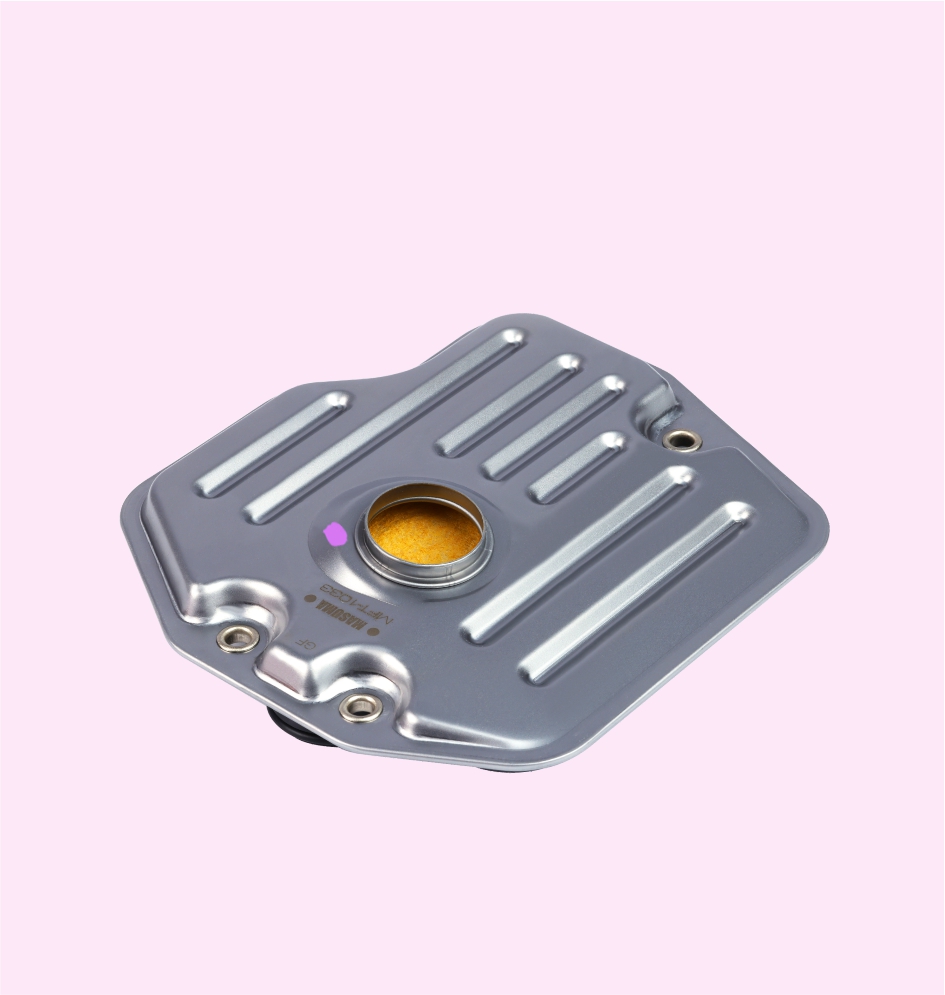
变速箱滤清器
卡扣
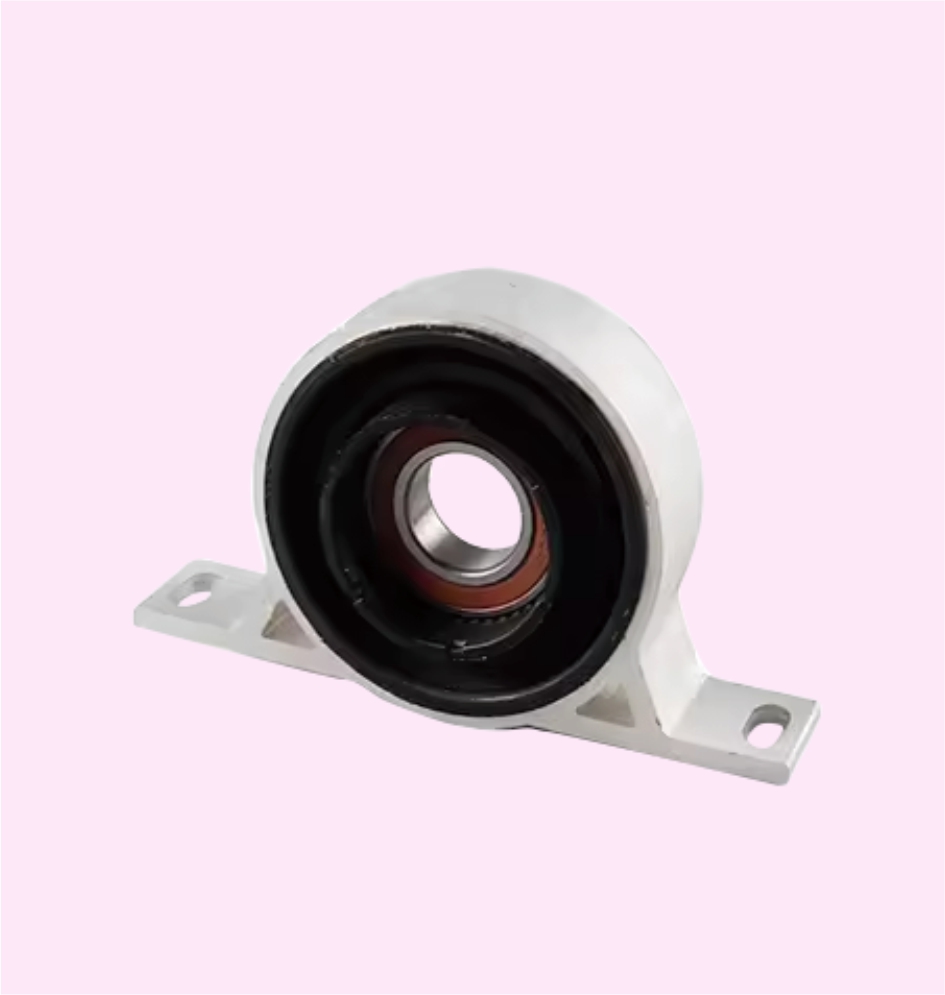
传动轴中心支撑轴承
化油器清洗剂
多功能泡沫清洗剂
硅脂喷剂
柏油沥青清洗剂
积碳净
橡胶还原剂
球笼润滑脂
制动总泵
半轴总成
蓄电池
喷油嘴
涡轮增压器
油箱盖
凸轮轴相位调节器
三角带
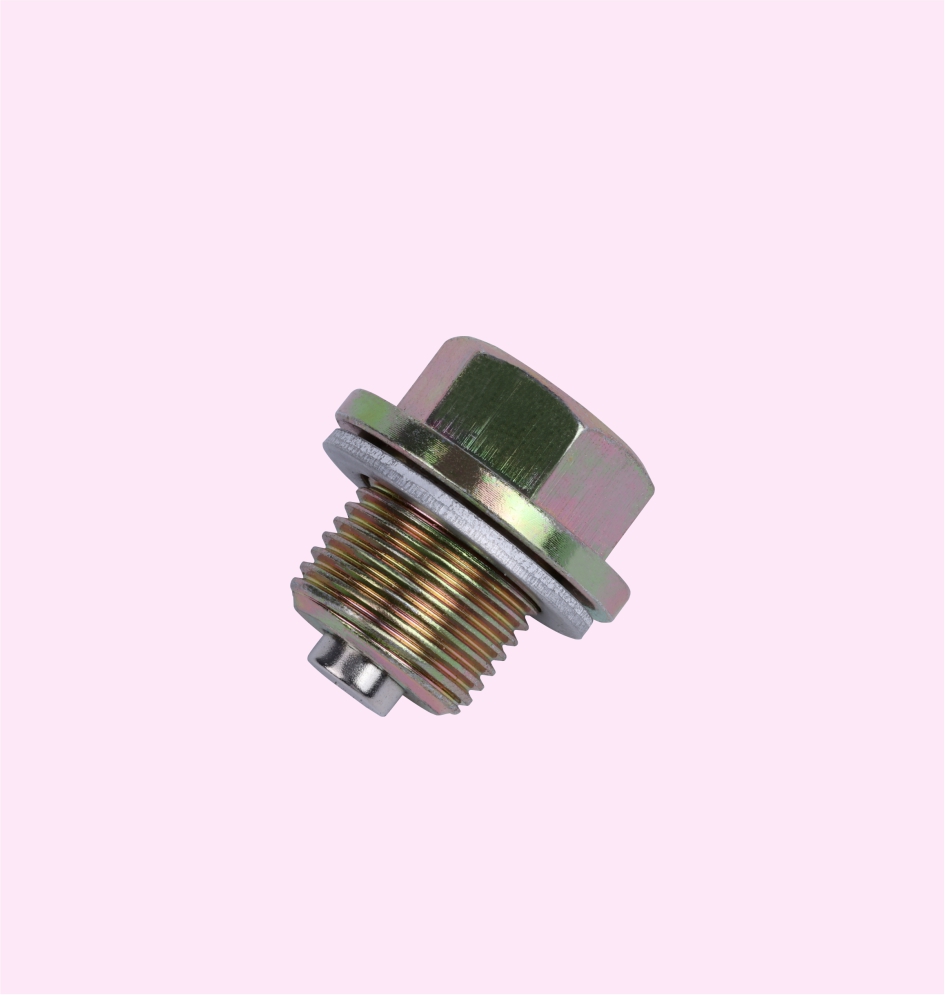
油底壳螺栓
多楔带
胶条
防锈润滑剂
消音膏
刹车系统保养套装
传动轴
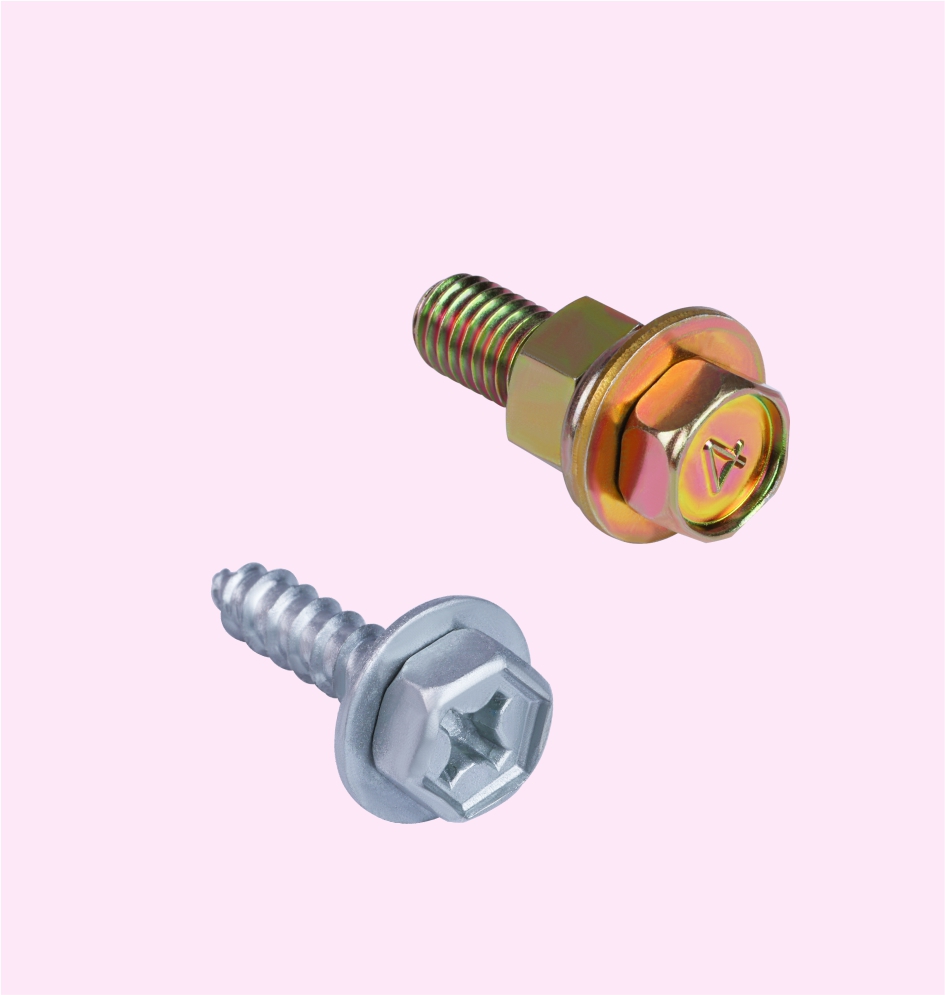
水箱螺丝
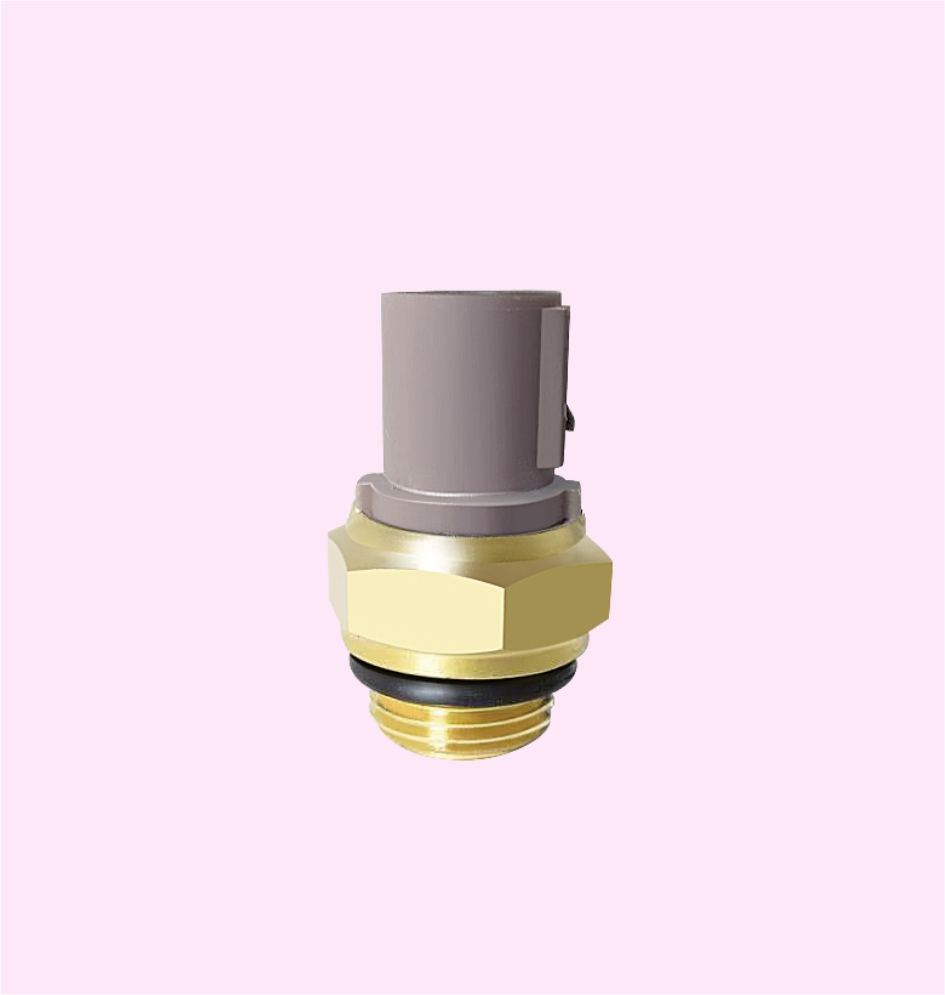
水温传感器
石墨环
雨刷替换胶条
喇叭
水箱盖
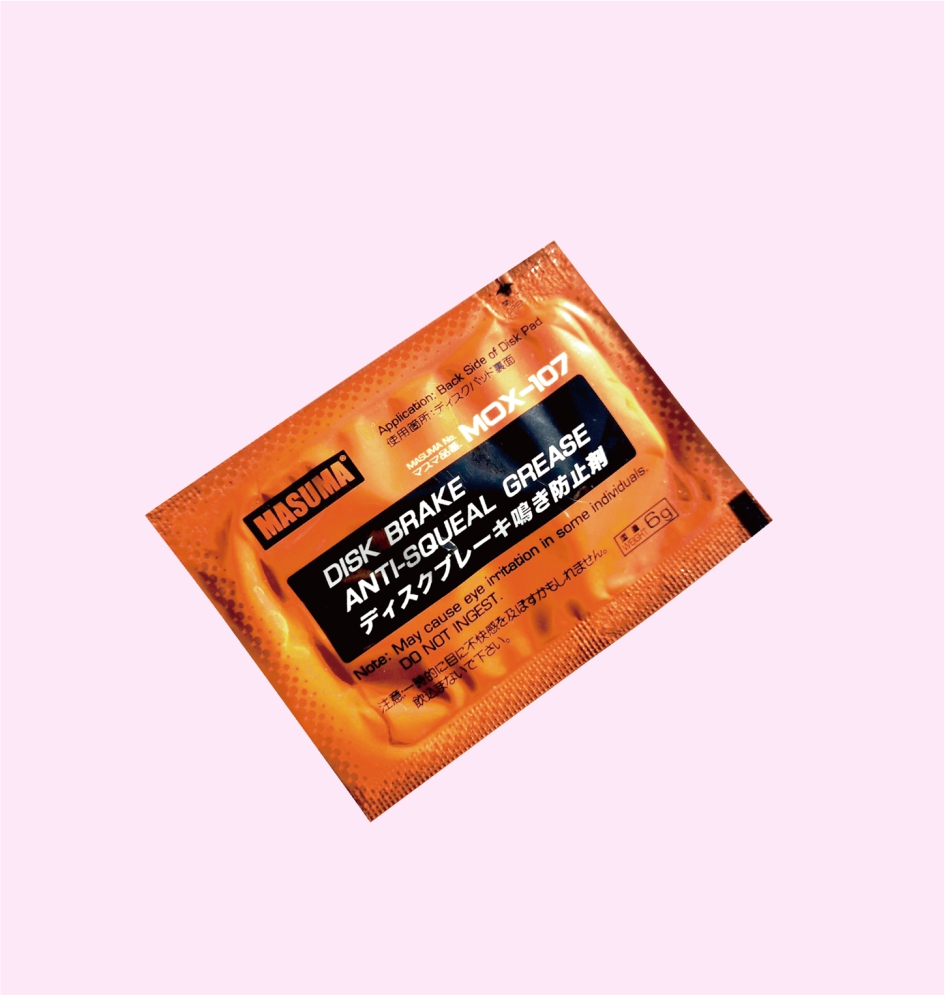
导向销润滑脂
雨刷臂适配器
排气挠性管
球面法兰组件
雨刷展示架
产品展示架
润滑油阻力演示仪
火花塞测试仪
旋装滤切割器
POLO衫
橙色体恤
黑色体恤
夹克衫
背带裤
连体服
安全马甲
黑色棒球帽
橙色棒球帽
涤纶皱纹手套
雨伞
双肩包
鼠标垫
靠枕
司旗
刀旗
手提袋
文件夹(单层)
文件夹(多层)
拉链式文件夹
电子石英钟
轮毂手表
烟灰缸
保温杯(蓝色)
灯箱
香片
车贴
皮带测量尺
磁性零件托盘
衬套拆卸/安装工具套装
制动分泵拆卸工具套装
移动修车躺椅
移动修车凳
一次性座椅套
一次性把套
一次性脚垫
制动液冲洗交换机
防冻冷却液冲洗交换机
变速箱油冲洗交换机
变速箱油换油接头
冷媒充氟管
制动盘光盘机
衬套拆卸/安装工具
叶子板垫
音响拆卸工具
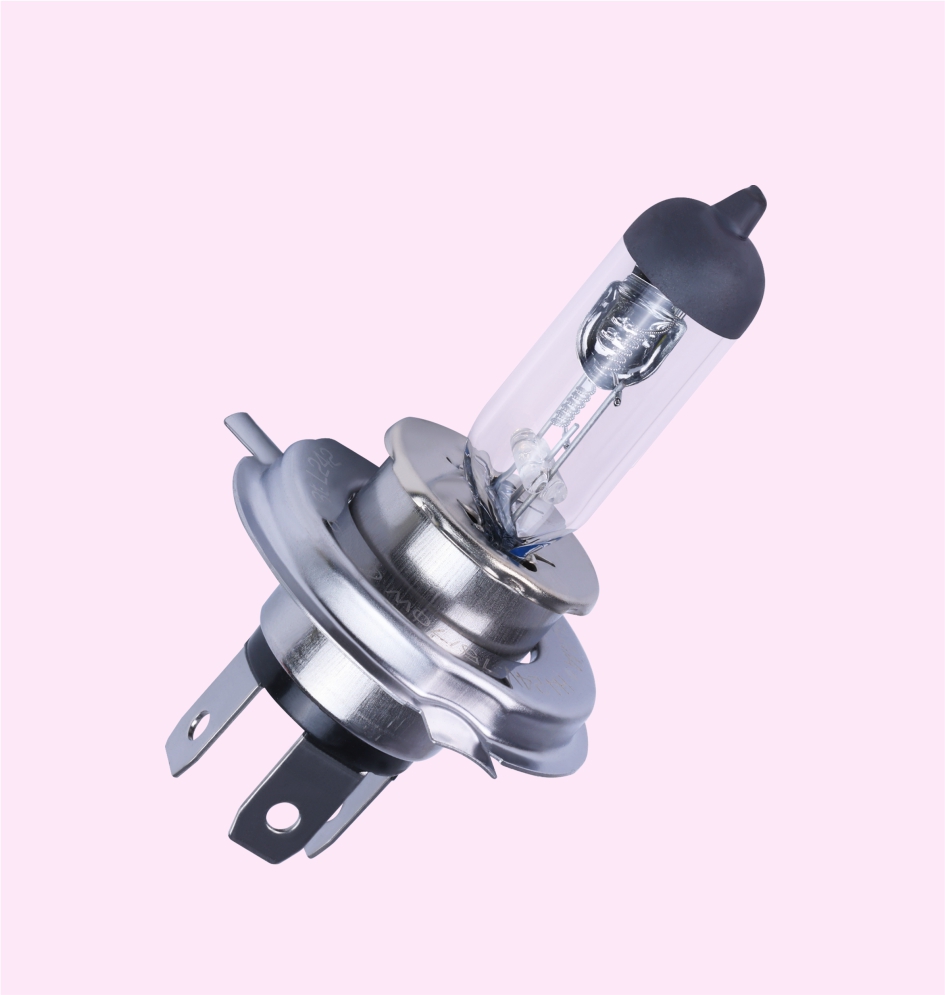
卤素灯
LED灯泡
氙气灯
球笼螺母
减震器固定螺栓
偏心螺栓
正时皮带修理包
减震器防尘罩
有骨雨刷(高级版)
有骨雨刷(标准版)
无骨雨刷(硅胶)
后雨刷(标准版)
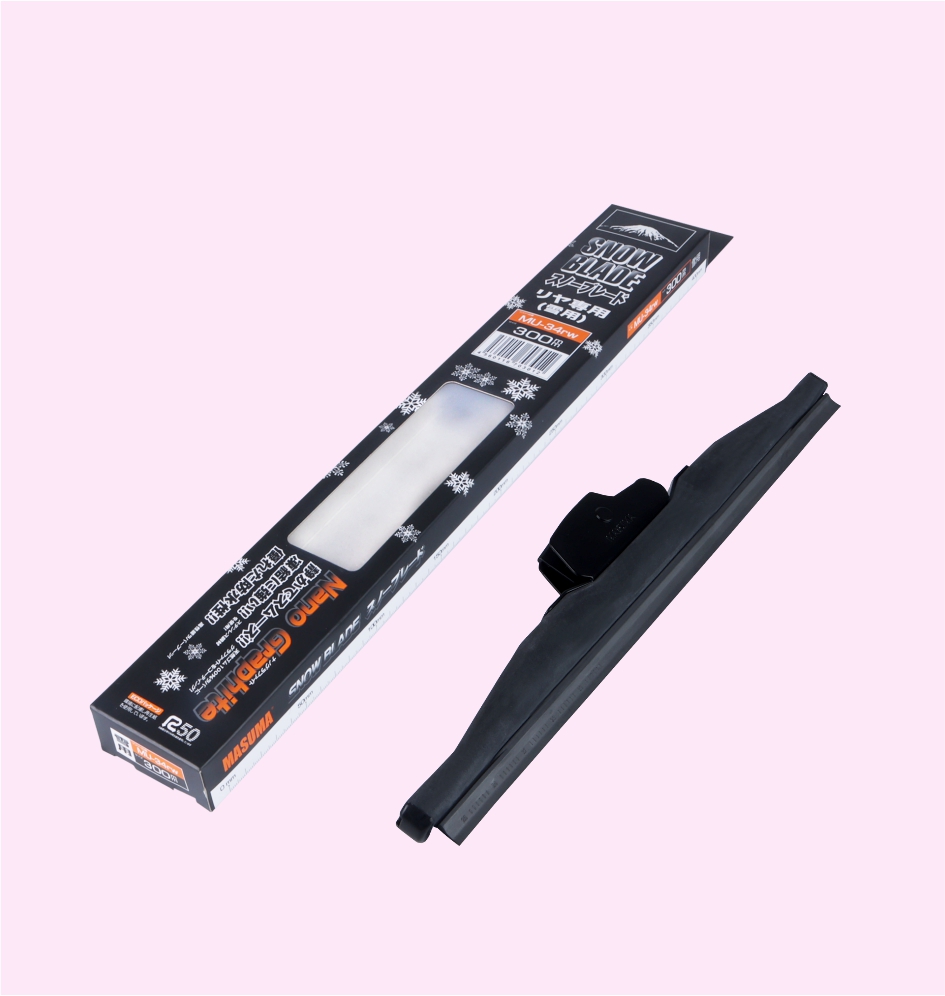
后雪刷
卡车巴士雨刷
雪刷(标准版)
雪刷(高级版)
无骨雨刷(高级版)
硅胶后雨刷
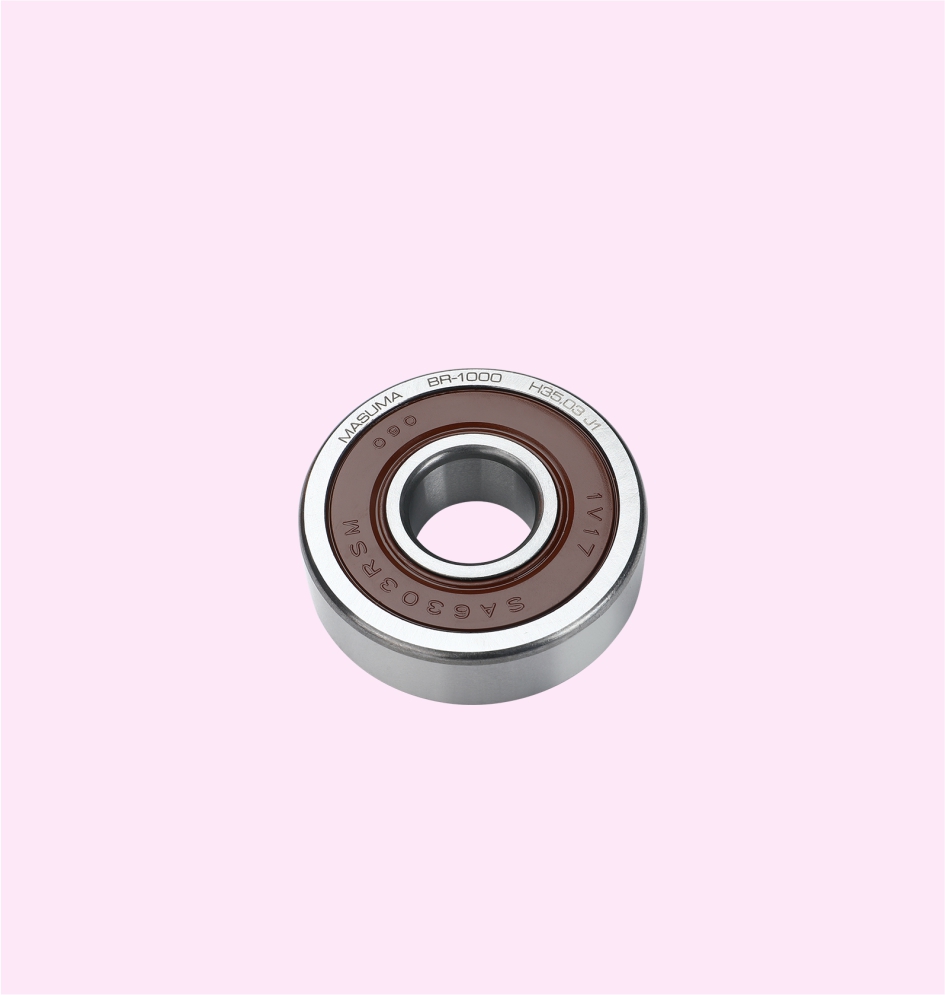
发电机轴承
方向机连接器
气囊减震器
限滑差速器齿轮油
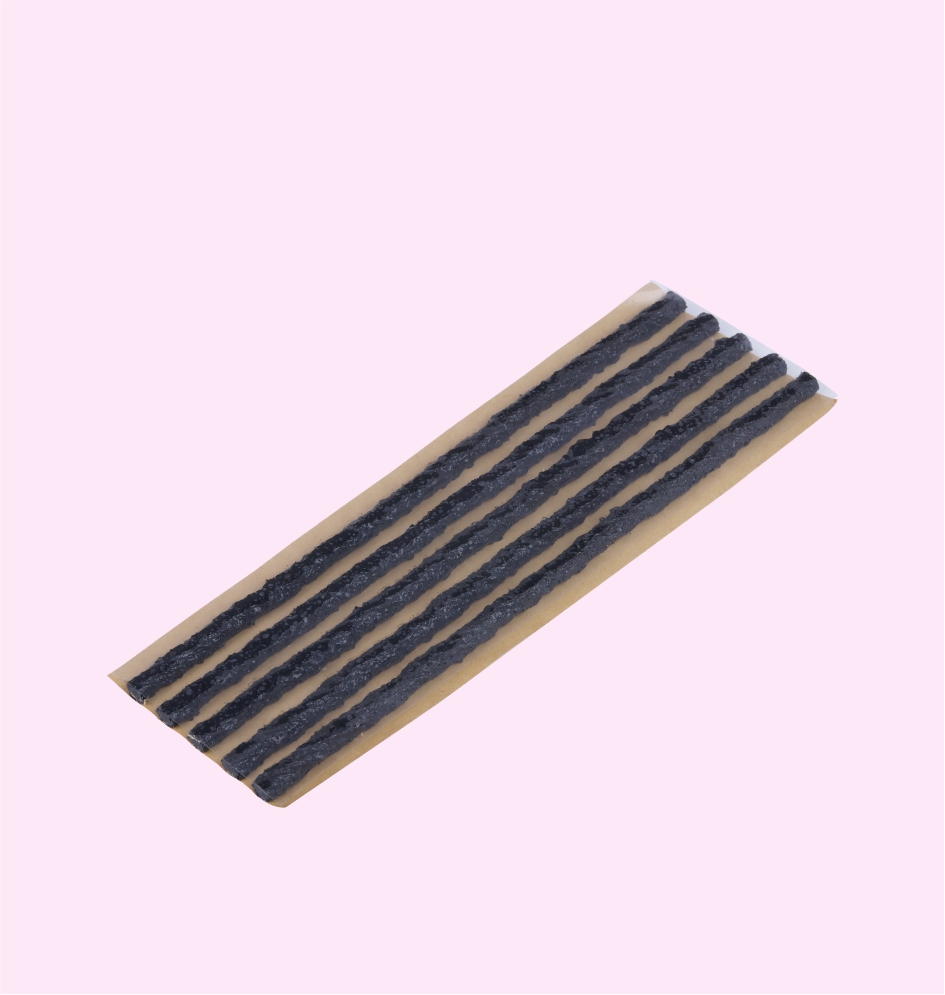
补胎胶钉
内球笼式等速万向节
保温杯(黑色)
保温杯(粉色)
活塞
活塞环
缸套
气门
燃油管
离合器分泵
离合器总泵
离合器分泵修理包
侧拉杆总成
主邦肽
副邦肽
气囊弹簧打气泵
手刹蹄片
刹车毂
制动卡钳
球笼防尘罩 ( TPEE )
球笼防尘罩(硅胶)
拉杆防尘罩(TPEE)
拉杆防尘罩(硅胶)
平面法兰组件
卡车螺母
卡车螺栓
开口销
扎线带
节流阀清洗剂
联轴器
三节雨刷
白炽灯泡
轮胎泡沫光亮剂
无骨雨刷(标准版)
减震器缓冲胶堆
排气管接口垫


獲得免費諮詢
填寫資訊*
檔案*檔案不大於2G





